
________________________________________
Configures MAKE for your nozzle and pump
The Pump and Nozzle settings item on the Setup menu configures MAKE for your specific pump and nozzle. These settings are used by MAKE to calculate the abrasive feed rate and the speed of the nozzle when making parts.
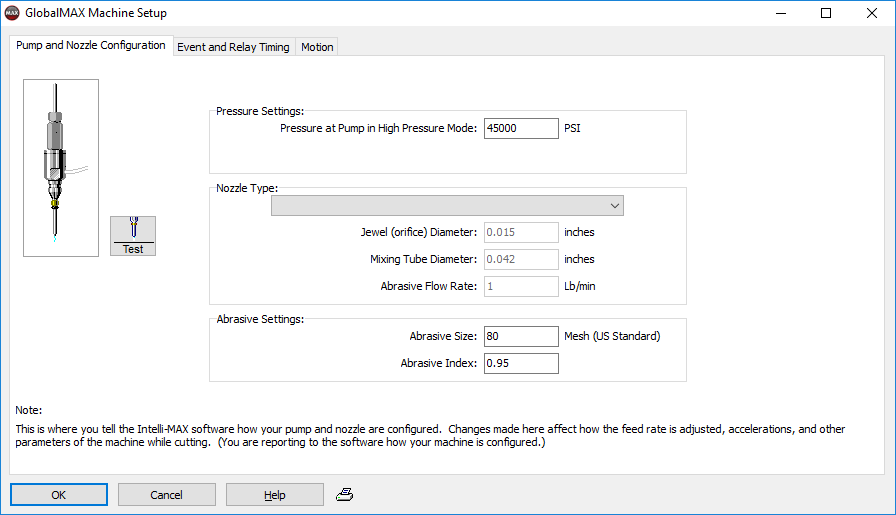
Pressure at Nozzle in High Pressure Mode
The water pressure at the nozzle when the water pump is in High Pressure mode.
Important:
For the above value, it is important to enter the actual pressure at the nozzle, which is typically less than the pressure reported at the pump. There is a pressure loss as a function of the length of tubing, size of tubing, number of fittings, filters, and swivels between the pump and the nozzle. For smaller machines with simple plumbing (55100 and smaller), this drop is typically negligible. For larger machines, or machines with unusually long tubing for other reasons, the pressure drop can be significant.
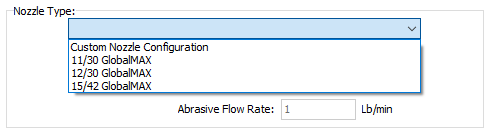
The Nozzle Type menu displays nozzles available based on which pump is selected in Advanced / Administrator Setup. When a nozzle is selected, the Jewel (orifice) Diameter, Mixing Tube Diameter, and Abrasive Flow Rate fields automatically populate with the proper values in relation to which nozzle was selected. To manually enter values into these fields, select Custom Nozzle Configuration.
Important:
The Nozzle Type menu only populates the fields of the settings it controls. While the Nozzle Type menu appears blank, MAKE saves the settings that were selected the last time the Pump and Nozzle Configuration tab was used.
Jewel (orifice) Diameter
The diameter of the orifice in the sapphire jewel.
Mixing Tube Diameter
The interior diameter of the mixing tube. This will increase with use.
Abrasive Flow Rate
The measured rate at which abrasive flows.
Abrasive Size
The size of the abrasive used, in mesh.
Abrasive Index
The relative cutting performance of the abrasive.
Barton (mined) HPX garnet has an abrasive index value of 1.0. All other brands of garnet have an abrasive index between 0.9 and 1.0. Alluvial garnets typically have an abrasive index between 0.9 and 0.95. When cutting steels or other hard materials, choose an index value close to the low end of the range. When cutting aluminum or other soft materials, choose an index value close to the high end of the range:
| Abrasive Used | Cutting Granite | Cutting Aluminum | Cutting Steel |
|---|---|---|---|
| Barton HPX garnet | 1.00 | 1.00 | 1.00 |
| Barton HPA garnet | 1.02 | 0.95 | 0.95 |
| Olivine | 0.22 | 0.85 | 0.81 |
| Crushed Glass (VitroGrit®) | 0.01 | 0.83 | 0.46 |
| Glass Beads (Ballotini Impact Beads) | 0.06 | 0.30 | 0.14 |
| Aluminum Oxide (Blastite BT) | 1.31 | 1.11 | 1.21 |
| Silicon Carbide | 1.18 | 1.02 | 1.12 |
Important:
These values are provided to our customers as a reference. They by no means serve as certification by GlobalMAX. Recycled abrasive could have a very different abrasive index than the original. Testing of relative cutting speeds is needed to determine the abrasive index.

You can print a screenshot of the current dialog to keep a record of the settings. To print the current settings, click the print icon at the bottom right of the dialog box.
